Injection molding gate design is a critical factor that directly impacts the quality, efficiency, and precision of plastic parts. The right gate choice not only controls material flow but also plays a key role in minimizing defects and improving production timelines. This article explores the different types of injection molding gates, their ideal applications, and key design considerations to help you achieve optimal results in your manufacturing process.
What Is Injection Molding Gate
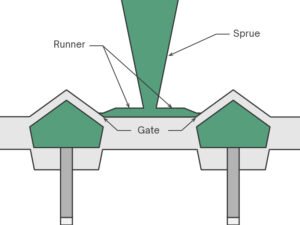
An injection molding gate is a small opening through which molten plastic enters the mold cavity from the runner system. It serves as the transition point, controlling the flow rate, pressure, and temperature of the material as it fills the mold.
The gate design influences key aspects of the molding process, including part quality, cycle time, and potential defects. A well-optimized gate molding design ensures uniform filling, reduces internal stresses, and prevents cosmetic or structural flaws in the final product.
Different injection molding gate types, such as sub-gate injection molding, edge gate injection molding, and valve gate injection molding, are selected based on factors like part geometry, material properties, and desired finish. Proper injection molding gate design enhances efficiency, minimizes waste, and improves overall production outcomes.
Common Types of Injection Molding Gates
Gates in injection molding gate design can be classified into manually trimmed and automatically trimmed types, each with distinct advantages and applications. The choice between them depends on factors such as production volume, part complexity, and labor considerations.
Manually Trimmed Gates Types
Manually trimmed gates require post-molding removal by an operator or secondary process. These gates are typically larger and are used when a stronger connection between the part and runner is needed during molding.
Common manually trimmed gated types include:
- Edge Gate
- Tab Gate
- Fan Gate
- Diaphragm Gate
- Cashew Gate
- Sprue Gate (Direct Gate)
- Ring Gate
- Spoke Gate
- Film Gate
Automatically Trimmed Gates
Automatically trimmed gates separate from the part during ejection, eliminating the need for manual labor. These gates are smaller and commonly used in high-volume production where speed and consistency are essential.
Common automatically trimmed gate types include:
- Submarine Gate (Sub Gate, Tunnel Gate)
- Pin Gate
- Valve Gate (Hot Runner Gate, Hot Tip Gate)
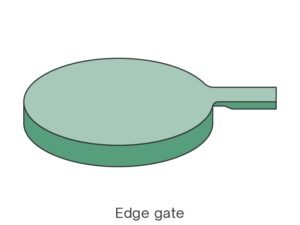
Edge Gate
Edge gate injection molding is one of the most common gate types, where the gate is positioned along the edge of the part. It allows smooth material flow and is suitable for flat, thin-walled components. This gate type is easy to manufacture and trim but may leave visible gate marks on the finished product.
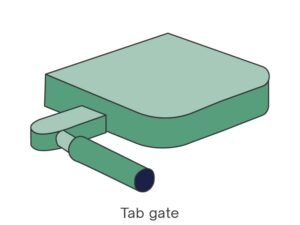
Tab Gate
A tab gate is a variation of the edge gate, designed to provide a larger contact surface for better gate filling. The gate is placed on a flat surface, typically on the edge of the part, with a noticeable tab that aids in the easy removal of the gate during post-processing. This gate type is often used for parts requiring better visual aesthetics or strength at the connection point.
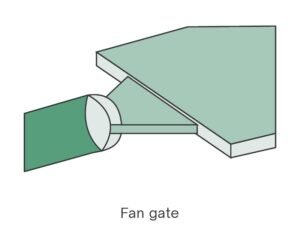
Fan Gate
Fan gates are wide, thin gates that spread the molten plastic in a fan-like pattern as it enters the mold cavity. They are ideal for large, flat parts or parts with thin walls, as they help distribute material evenly and reduce stress. However, fan gates can leave visible marks and may require post-molding trimming. They are often used in applications where uniform filling is critical.
Diaphragm Gate
Diaphragm gates are circular gates used for cylindrical or round parts, such as tubes or containers. They provide uniform filling and minimize weld lines by allowing material to flow evenly around the part. Diaphragm gates are typically used in single-cavity molds and require post-molding trimming to remove the gate.

Cashew Gate
Cashew gates are curved gates that resemble the shape of a cashew nut. They are used for parts that require gate placement in hard-to-reach areas or when the gate must be hidden. Cashew gates are often used in automotive or consumer products where aesthetics are important. However, they can be challenging to design and manufacture.

Sprue Gate (Direct Gate)
Direct gates, also known as sprue gates, are the simplest type of gate, where the molten plastic flows directly from the nozzle into the mold cavity. They are typically used for large, thick-walled parts or single-cavity molds. Direct gates provide excellent filling and packing but leave a large gate mark, which often requires trimming. They are not suitable for multi-cavity molds or parts with aesthetic requirements.

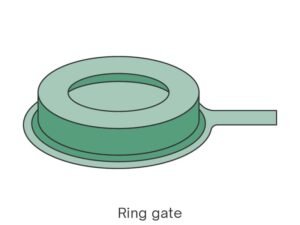
Ring Gate
Ring gates are circular gates used for cylindrical or tubular parts. They allow material to flow evenly around the part, minimizing weld lines and ensuring uniform filling. Ring gates are commonly used for parts like bottles or containers and require post-molding trimming to remove the gate.
Spoke Gate
A spoke gate is a type of gate design often used in multi-cavity molds. The gate is positioned at the center of the part, radiating outward like the spokes of a wheel. This design allows for balanced filling of the mold cavities, ensuring uniform pressure and part consistency. It is typically used for larger, thin-walled parts where even material flow is crucial for high-quality production.

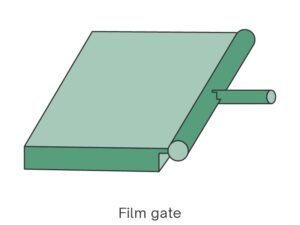
Film Gate
A film gate is a type of gate used in injection molding that allows for the injection of material through a thin, flat opening. It is typically used for producing thin-walled parts or films. This gate type is ideal for applications where a precise, controlled flow of material is necessary to prevent defects like warping or short shots. The film gate design helps to achieve uniform filling, especially in delicate parts, while minimizing the visible marks or blemishes often associated with other gate types.
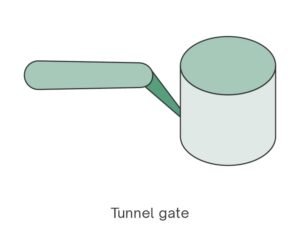
Submarine Gate (Sub Gate, Tunnel Gate)
Submarine gates refer to sub gate or tunnel gates, which are small, self-defeating gates that are located below the parting line. They are commonly used in automated production because the gate automatically separates from the part during ejection, eliminating the need for post-molding trimming. Submarine gates are ideal for small parts or high-volume production but may cause higher shear stress due to their small size.
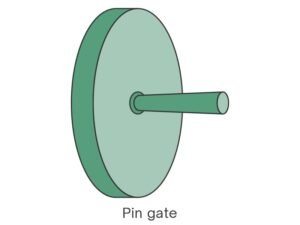
Pin Gate
Pin gates are small, circular gates that leave minimal gate marks, making them suitable for parts with strict aesthetic requirements. They are often used in multi-cavity molds or for small, intricate parts. Pin gates provide precise control over material flow but may require higher injection pressure due to their small size. They are commonly used in three-plate molds.
Valve Gate (Hot Runner Gate, Hot Tip Gate)
Valve gates are part of a hot runner system, so it also called hot runner gates or hot tip gate. Valve gates use a mechanical valve to control the flow of material into the mold cavity. They provide precise control over filling and packing, making them ideal for parts with strict cosmetic or dimensional requirements. Valve gates are often used in high-precision applications, such as medical devices or electronics.
Tips for Choosing Injection Molding Gates Location
Choosing the right location for injection molding gates is crucial for ensuring part quality, minimizing defects, and optimizing production efficiency. Here are some key tips to consider when selecting gate locations:
- Optimize Flow Path: Place gates strategically to ensure the molten material flows smoothly into the mold cavity, minimizing resistance. This helps in achieving uniform filling and reduces the chances of defects like air traps or incomplete filling.
- Minimize Weld Lines and Flow Lines: Position gates away from areas where visible cosmetic defects, such as weld lines and flow lines, are undesirable. Ideally, gates should be placed in areas with sufficient thickness to avoid uneven flow and cool-down times.
- Balance Pressure: Gate placement should ensure balanced pressure across the cavity. This reduces the risk of deformation and helps avoid issues like sink marks or warping by ensuring the material fills the mold evenly.
- Consider Part Geometry: Choose the gate location based on the part’s geometry and complexity. For thin-walled parts or areas with intricate details, opt for a gate location that supports consistent filling without causing premature solidification.
- Gate Size and Type: Tailor the gate size and type to the material and part design. For example, a valve gate injection molding technique may be ideal for complex, delicate parts that require precise control of material flow.
- Reduce Residual Stresses: Select gate positions that minimize stresses in the finished part. Strategic gate placement can reduce the likelihood of deformation, cracking, and uneven cooling.
- Easy Ejection: Consider how the gate affects part ejection. Ensure the gate is placed in a location that doesn’t interfere with the ejection process, preventing damage or distortion during removal.
- Consider Cosmetic Factors: If aesthetics are important, choose gate locations that will not create visible blemishes on the finished product. Pinpoint or sub-gate locations, for example, can help minimize visible gate marks on the surface.
- Assess Cooling Efficiency: Gate placement can impact the cooling time of the part. Properly located gates help ensure more efficient cooling by ensuring that material evenly fills the cavity and cools uniformly.
Design Considerations of Injection Molding Gates
Effective gate design directly impacts part quality, efficiency, and cost-effectiveness. Choosing the right gate type and placement is critical for minimizing defects, improving cycle times, and reducing waste—ensuring long-term success in injection molding projects. Following are some key design considerations.
1. Gate Location
- Strategic Placement: The gate must be placed to ensure even flow of material into the mold cavity, preventing defects like voids or incomplete filling.
- Minimized Flow Distance: Locating the gate closer to the thickest section of the part reduces pressure loss and ensures better filling consistency.
2. Gate Size
- Flow Control: Proper gate size impacts material flow speed—larger gates are suited for faster fills, while smaller gates control precision, preventing overpacking or excess flash.
- Material Compatibility: Larger gates may be needed for high-viscosity materials to ensure consistent flow, particularly in complex geometries.
3. Gate Type
- Optimizing Flow and Pressure: Selecting the right gate type (e.g., valve, fan, or edge gate) directly affects the flow of material, part strength, and surface finish. Gate types like valve gates provide more controlled material flow for high-precision parts.
- Part-Specific Requirements: For parts requiring minimal visible marks, the right gate type (such as sub-gates) minimizes aesthetic flaws while ensuring strength.
4. Pressure Distribution
- Balanced Filling: The gate design should ensure uniform pressure across the cavity. Proper pressure distribution prevents defects such as short shots or sink marks.
- Flow Path Consideration: The gate must control pressure during the filling process, directly influencing the quality of the finished part and cycle time efficiency.
5. Cooling Efficiency
- Optimal Cooling: The gate design should be aligned with the cooling system to reduce cycle times and ensure uniform cooling of the part. An inefficient gate design can lead to longer cycle times and dimensional inconsistencies.
- Balanced Heat Transfer: Proper gate placement reduces hot spots and ensures that the part cools evenly, maintaining dimensional accuracy and minimizing warping.
6. Ejection and Cleanliness
- Easy Trimming and Ejection: A well-designed gate allows for clean, easy trimming, and smooth ejection of the part without interfering with the mold’s functionality.
- Minimized Waste: Designing gates that require less material for trimming reduces waste and increases overall production efficiency.
7. Aesthetic Considerations
- Minimizing Surface Marks: Choosing the right gate and placing it strategically can significantly reduce visible gate marks on the finished part, preserving both aesthetics and functionality.
- Ensuring Quality: Gate placement and design affect the surface finish, and an experienced gate designer can anticipate the potential for visible blemishes, keeping product quality high.
Conclusion
Choosing the right injection molding gate design is crucial for optimizing part quality and production efficiency. By understanding the various gate types and their positioning, you can minimize defects and ensure smoother operations.
At Erye Rubber and Plastic, our expertise in mold design allows us to provide tailored solutions that enhance flow, reduce defects, and ensure high-quality results. Let us help elevate your injection molding projects with our advanced capabilities.