

Injection pressure is a fundamental factor in the injection molding process, directly influencing part quality, precision, and production efficiency. Understanding how to control and optimize this pressure is key to achieving consistent, defect-free molded components. This article delves into the various components that affect injection pressure, explores the types of pressure involved, and offers practical strategies for monitoring, controlling, and optimizing pressure settings. Whether you’re troubleshooting defects or aiming to fine-tune your molding process, mastering injection pressure is crucial for optimizing production and minimizing waste.
What is Injection Pressure
Injection molding pressure plays a crucial role in determining the quality, consistency, and structural integrity of molded parts. It directly influences the ability to fill complex cavities, maintain dimensional accuracy, and ensure process stability. A well-optimized injection molding pressure calculation helps manufacturers achieve defect-free parts while minimizing material waste and production inefficiencies.
Injection pressure does not work in isolation—it is intrinsically linked to other key molding parameters such as injection speed, melt temperature, and clamping force. An imbalance in pressure can lead to defects such as short shots, flash, or warpage.
Types of Pressure in Injection Molding
Understanding different types of pressure in injection molding helps optimize the process for better performance and defect reduction.
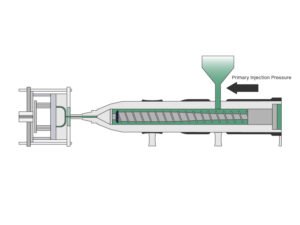
Primary Injection Pressure
Primary injection pressure is the initial, and typically the highest, pressure applied to the molten plastic as it’s forced into the mold cavity. This pressure’s primary function is to overcome the resistance of the melt and the mold itself, ensuring the plastic reaches every nook and cranny of the cavity, even in complex designs or thin-walled parts. Without sufficient primary injection pressure, the mold might not fill completely, leading to short shots and defective parts. It’s the initial surge of force that sets the entire filling process in motion.
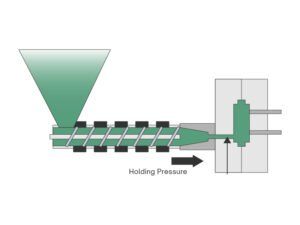
Holding (Pack) Pressure
Once the mold cavity is filled, holding pressure is applied to compensate for material shrinkage as it cools. This stage is critical for maintaining part dimensions and preventing sink marks. By applying this pressure, the mold cavity remains packed with material, preventing voids, sink marks, and dimensional inaccuracies. It’s like gently but firmly pressing on the material to ensure it conforms perfectly to the mold as it solidifies.
Back Pressure
Back Pressure is a different kind of pressure, not directly involved in filling the mold. Instead, it’s the resistance the screw encounters as it rotates and retracts to prepare for the next injection cycle. This resistance is intentionally applied to the molten plastic and serves several important purposes. Back pressure helps create a homogeneous melt by promoting better mixing and ensuring a consistent melt density. It also aids in controlling the screw’s retraction and prevents issues like screw slippage, contributing to a more stable and repeatable process.

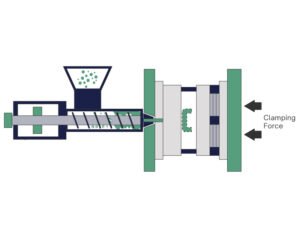
Clamping Pressure
Clamping Pressure is the force that holds the two halves of the mold tightly closed during the injection and packing phases. This pressure is essential to prevent the high-pressure plastic from forcing the mold halves apart, a condition known as flashing. Clamping pressure must be sufficient to withstand the forces generated during injection, ensuring the mold remains sealed and the plastic is contained within the cavity to form the desired part shape. It’s the steadfast force that keeps everything together under pressure.
Factors Influencing Injection Pressure
Several factors affect the required injection pressure in molding operations. These variables must be carefully controlled to optimize product quality, minimize defects, and ensure a stable production process.
Material Properties
The physical and chemical characteristics of the plastic material significantly impact pressure requirements.
- Viscosity: Higher viscosity resins require greater injection molding pressure to flow properly into the mold. Low-viscosity materials, such as liquid silicone rubber, need less force but may require precise flow control to prevent flash.
- Melt Flow Index (MFI): Materials with a high MFI flow easily and require lower pressure, whereas low-MFI polymers demand higher injection force.
- Polymer Type: Semi-crystalline plastics like nylon and polypropylene tend to require more pressure due to their distinct melting and solidification behaviors, while amorphous plastics like ABS and polycarbonate flow more predictably.
Mold Design
The structural complexity of the mold plays a critical role in determining the necessary injection molding injection pressure.
- Cavity Complexity: Parts with intricate geometries, thin walls, or deep recesses require higher pressure to ensure complete filling.
- Wall Thickness: Uneven or very thin walls can create resistance, increasing pressure demands and potential flow defects.
- Gate Design: The gate, the entry point for the plastic into the mold cavity, significantly impacts pressure requirements.Smaller gates restrict flow, demanding higher pressure, while larger gates allow easier flow. The type and location of the gate also influence pressure distribution within the cavity.
- Runner System: The network of channels (runners) that carry the molten plastic from the nozzle to the mold cavity also affects pressure. The size, length, and layout of the runners influence pressure loss due to friction. Efficient runner design minimizes this pressure drop.
- Venting: Properly designed vents allow trapped air to escape, preventing pressure buildup that can cause burn marks or incomplete fills.
Need professional mold design service? Contact Erye for Mold Design & Fabrication!
Processing Conditions
The way injection molding machines are operated directly influences pressure levels.
- Injection Speed: Faster injection speeds typically require higher injection pressure to maintain flow consistency, but excessive speeds can introduce defects like flow lines or jetting.
- Temperature: Higher melt temperatures reduce viscosity, lowering the required injection pressure, while cooler materials demand more force to push through the mold.
- Screw Speed: Controlling the screw’s rotational speed affects back pressure, melt uniformity, and overall injection pressure requirements.
Injection Molding Pressure Calculation
Basic Formula
Injection pressure is commonly calculated using the fundamental formula:
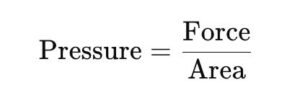
For example, if an injection molding machine applies a force of 100 kN and the cross-sectional area of the screw is 25 cm², the injection pressure is:

This calculation provides an estimate but does not account for real-world variables like pressure loss and flow resistance.
Consideration of Pressure Losses
Injection molding pressure calculation must include adjustments for losses occurring due to:
- Friction: Resistance within the runner system and mold walls can reduce effective pressure.
- Runner System: Long or narrow runners increase flow resistance, demanding higher pressure.
- Mold Complexity: Multi-cavity molds or intricate geometries may require additional compensation for pressure variations.
Practical Methods
Injection pressure is typically monitored and adjusted in real time using machine parameters and pressure sensors.
- Machine Settings: Operators fine-tune pressure levels based on material and part requirements, often using trial-and-error optimization.
- Pressure Sensors: Modern molding machines utilize sensors within the nozzle, mold cavity, and runner system to provide accurate, real-time pressure data for process optimization.
Optimization Strategies for Injection Pressure
Controlling and optimizing injection molding pressure is critical to ensuring consistent part quality, minimizing defects, and improving overall efficiency. Several strategies can help achieve optimal pressure settings for any molding application.
Material Selection and Preparation
- Choosing the Right Polymer: Select materials with suitable melt flow characteristics to match part design and molding conditions. High-viscosity polymers require higher injection pressures, while low-viscosity materials flow more easily.
- Proper Drying: Many polymers, such as nylon and PET, are hygroscopic and must be dried before molding. Excess moisture leads to steam formation, increasing pressure fluctuations and causing defects like splay marks.
Mold Design Adjustments
• Complexity and Wall Thickness: Intricate molds and thin walls demand higher pressures to ensure complete filling.
- Optimizing Gate Location and Size: Proper gate placement ensures balanced flow distribution and reduces the need for excessive injection pressure. Larger gates allow easier material flow, lowering required pressure.
- Runner Design: Shorter and wider runners minimize flow resistance, reducing pressure loss. Hot runners help maintain consistent melt temperature and pressure.
- Venting Improvements: Properly placed vents prevent trapped air, which can cause pressure surges, incomplete fills, and burn marks.
Process Parameter Tuning
- Balancing Injection Speed and Pressure: Gradual pressure ramp-up prevents sudden surges, reducing defects like flash or jetting. Slower speeds help avoid trapped air, while faster speeds ensure complete mold filling.
- Optimizing Temperature Settings: Higher melt temperatures lower material viscosity, reducing the required injection pressure. However, excessively high temperatures may degrade the polymer.
- Adjusting Back Pressure: Increasing back pressure improves material homogeneity but should be kept within optimal limits to avoid excessive shear heating.
Read the guide for the most important injection molding parameter
Important Note: Optimizing injection pressure is often an iterative process. It requires careful observation, analysis, and a willingness to experiment to find the best settings for your specific mold, material, and part design.
Troubleshooting Common Pressure-Related Defects
Deviations from optimal injection pressure can lead to a range of defects:
High Injection Pressure Issues:
- Flash: Excess plastic escaping between the mold halves.
- Overpacking: Excess material packed into the cavity, leading to dimensional inaccuracies and potential stress in the part.
- Mold Damage: Excessively high pressure can damage the mold.
Low Injection Pressure Issues:
- Short Shots: Incomplete filling of the mold cavity.
- Weld Lines: Weak areas where two melt fronts meet.
- Poor Surface Finish: Dull or uneven surface finish.
- Voids: Empty spaces within the part due to insufficient packing.
Conclusion
Injection molding pressure plays a crucial role in ensuring high-quality, defect-free plastic parts. By understanding the factors that influence pressure, implementing optimized process parameters, and leveraging real-time monitoring, manufacturers can enhance production efficiency while reducing waste. At Erye molding, we specialize in precision injection molding with advanced pressure control systems, ensuring consistent results for every project. Whether you need expert guidance on optimizing injection molding injection pressure or require high-quality molded components, our team is ready to help. Reach out to us to learn how we can support your manufacturing needs!





